Engineered for Caribbean Baking Requirements & Saline Corrosion Resistance
The twin-island nation of Antigua and Barbuda features a highly specialized commercial food sector shaped by its booming tourism and hospitality industry. High-end resorts, boutique hotels, and upscale restaurants located across St. John's, Jolly Harbour, and English Harbour generate continuous, high-volume demand for premium artisanal baked goods, European-style pastries, croissants, and sourdoughs. To satisfy the refined palates of international travelers, local bakeries must achieve exceptional product consistency and safety.
However, baking in the Caribbean presents distinct environmental hurdles. Antigua and Barbuda is characterized by a tropical marine climate, featuring consistent ambient temperatures ranging from 28°C to 34°C, high relative humidity (often exceeding 80% RH), and corrosive, saline coastal air. Under standard room conditions, dough fermentations are erratic; ambient heat forces wild yeasts into overdrive, leading to rapid over-proofing, structurally weak dough structure, and localized sour off-flavors. Commercial bakeries operating on the islands require highly specialized proofing chambers equipped with active cooling (retarders) to stabilize humidity and temp curves, safeguarding the structural integrity of the gluten network.
Globally, the commercial baking equipment manufacturing sector is shifting rapidly from static, analog heat boxes to high-precision, digital, multi-climate systems. The integration of advanced microprocessor controls and PID logic circuits allows bakers to program multi-stage profiles—cooling (retarding), warming (recovery), and proofing—within a single, continuous automated schedule. This capability reduces night shifts for bakers, as dough can be safely retarded overnight at 2°C to 4°C and programmed to automatically rise just hours before the morning bake.
Energy efficiency and environmental sustainability are also driving global innovation. Modern manufacturers utilize eco-friendly refrigerants like R290 and R134a, coupled with high-density, CFC-free polyurethane foam (PUR) insulation layers to minimize thermal transfer. Modern cabinets feature high-precision mist humidifiers that consume minimal water while maintaining accurate humidity targets (up to 95% RH without condensation drops falling onto the dough surfaces).
Programmable stages transition smoothly from -15°C freezing, to 2°C retarding, up to 40°C active proofing.
Maintains non-condensing moisture profiles from 60% to 95% RH to eliminate dry dough skins.
High-density polyurethane foam panels prevent internal temperature fluctuations and save energy.
At Guangzhou Chef Nest Kitchen Co., Ltd., we customize our proofing equipment specifically to meet the environmental challenges of the Caribbean. Standard stainless steels like SUS201 degrade rapidly when exposed to high-salinity marine winds, leading to crevice corrosion and pitting. Our resort-grade proofers utilize heavy-duty SUS304 (with options for SUS316) interior and exterior panels, which exhibit superior resistance to chloride-induced stress corrosion cracking.
Additionally, electrical stability is a known concern in remote resort locations. Our control units are fitted with integrated voltage surge protection and heavy-duty, tropicalized hermetic compressors designed to run efficiently in ambient room temperatures up to 43°C. The electronics are sealed within IPX5 moisture-resistant compartments to prevent condensation short-circuits in highly humid coastal bakeries.
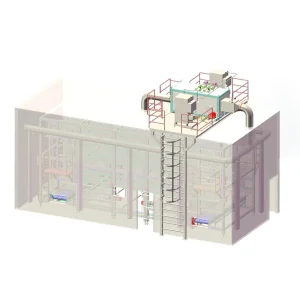
In high-capacity hospitality developments, single-standing proofing cabinets must integrate with the broader kitchen architecture. For resorts and hotel groups in Antigua, we offer customized layouts where prep counters, dough retarders, rack ovens, and proofers are structured in a continuous workflow. This alignment minimizes dough transport times, maintaining structural consistency and ensuring food safety.
For large-scale bakeries, we specialize in high-capacity continuous proofers and cradle-style systems. These configurations ensure that dough trays are continuously rotated through localized temperature zones, achieving perfectly uniform fermentation across every single rack. Our engineering team provides detailed CAD layout consultations and electrical configuration mappings prior to manufacturing to ensure seamless installation on site.
Precision Fermentation Cabinets Configured for Antigua & Barbuda Markets
High-Yield Solutions for Industrial Food Manufacturing Plants
The engineering roadmap for modern proofing chambers centers on intelligent, connected features and energy optimization. Future models will incorporate IoT-enabled microprocessors, allowing bakery managers to monitor humidity curves and receive real-time fault diagnostics remotely. In addition, integration with external ERP systems will enable seamless tracking of proofing schedules alongside mixing and baking processes.
We are also piloting next-generation thermodynamic systems that utilize carbon dioxide (R744) and hydrocarbon refrigerants. These eco-friendly solutions feature a Global Warming Potential (GWP) near zero, aligning with strict environmental standards. Furthermore, we are refining our dynamic airflow structures to eliminate minor drafts within the chamber, ensuring a completely uniform humidity field.
Global Standard Kitchen Appliance Manufacturer & Engineering Partner
Guangzhou Chef Nest Kitchen Co., Ltd. is a professional manufacturer and supplier specializing in high-quality kitchen appliances and commercial cooking solutions. Located in Guangzhou, Guangdong Province, one of China’s leading industrial and trade hubs, the company benefits from a strategic location with convenient access to domestic and international markets. Covering an area of over 10,000 square meters, Chef Nest Kitchen operates modern production facilities equipped with advanced assembly lines, quality inspection laboratories, and efficient logistics systems. The company focuses on designing and producing innovative, durable, and user-friendly kitchen products that meet the diverse needs of restaurants, hotels, catering services, and households worldwide.


Since its establishment, Guangzhou Chef Nest Kitchen has grown steadily, expanding both its product portfolio and market reach. The company’s offerings include commercial ovens, electric cooking appliances, food processors, beverage machines, and other kitchen equipment designed for efficiency and safety. Over the past decade, Chef Nest Kitchen has invested in research and development, enabling it to launch a series of products that combine smart functionality, energy efficiency, and ergonomic design. With a strong emphasis on quality management, the company ensures that every product undergoes rigorous testing before leaving the factory.
Guangzhou Chef Nest Kitchen employs over 150 skilled professionals, including engineers, technical specialists, quality inspectors, and sales personnel. This team is dedicated to providing exceptional customer service and technical support to clients worldwide. Guided by principles of innovation, reliability, and customer satisfaction, Guangzhou Chef Nest Kitchen Co., Ltd. continues to expand its global footprint, offering trusted kitchen solutions and building long-term partnerships with distributors, restaurants, and catering enterprises in multiple regions.
Square Meters Factory
Skilled Professionals
Tested Prior to Shipping
International Standard
Technical Insights & Installation Advice for Antigua and Barbuda Buyers
Contact our engineering team today to receive a customized quote, detailed product layouts, and shipping options tailored for Antigua and Barbuda.
Send Inquiry Now